

Makîneya Damezrandina Kupaya Kaxezê ya Leza Bilind
Vîdyoya Hilberê
Specification
| Specification Cup Paper | 4-16 oz (100-450ml) (guherbarê qalibê) Serî: 55-90mm Bilindahî: 60-135mm Binî: 55-70 mm |
| Specification Paper | 150-350 GSM kaxezek pêvekirî ya PE yek/du qat an kaxezek pêçandî ya PLA |
| Kapasîteya hilberînê | 120-150 pcs/min |
| Çavkaniya Hêzê | 380V 50HZ / 60HZ 3 Qonax |
| Hêza navîn | 12KW (Hêza Giştî: 18KW) |
| Pêdiviya Pêdiviya Hewayê | Zexta hewayê: 0,5-0,8Mpa Derketina hewayê: 0,4cbm/min |
| Giraniya tevahî | 3500 KG |
| Mezinahiya pakêtê | (L*W*H): 2800*1600*1850mm |
Detail Machine
1. Fansên kaxezê dê werin mêjkirin û ber bi pêş ve werin avêtin.Piştî ku 2 aliyên rûbera zeliqandinê pêş-germ kirin, qalikê laşê kasa kaxezê dê ji hêla Ultrasonic ve li ser qalibê çêkirina horizontî were girtin.
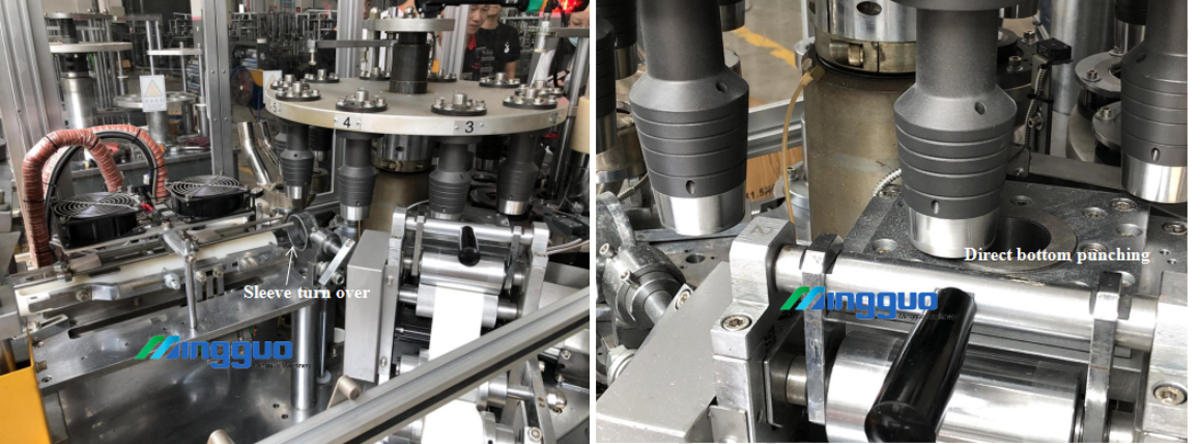
2. Amûra qutkirina binê kasa kaxezê ya rasterast ku ji hêla motora Servo ve hatî kontrol kirin ku rasttir û kaxez-teserûfê ye.
3. Piştî lêdana binî, qalibên kasa bi binê kasa kaxezê dê werin veguheztin da ku qalikê laşê kasa kaxezê qebûl bikin.Dê qalik were zivirandin û di nav qaliban re derbas bibe.

4. Qalibên bi qalik û binî dê du caran bi çekên hewa germ werin germ kirin.Û dûv re dawiya qalikê dê berê xwe bide hundur da ku ji binê kasa kaxezê re amade bibe.
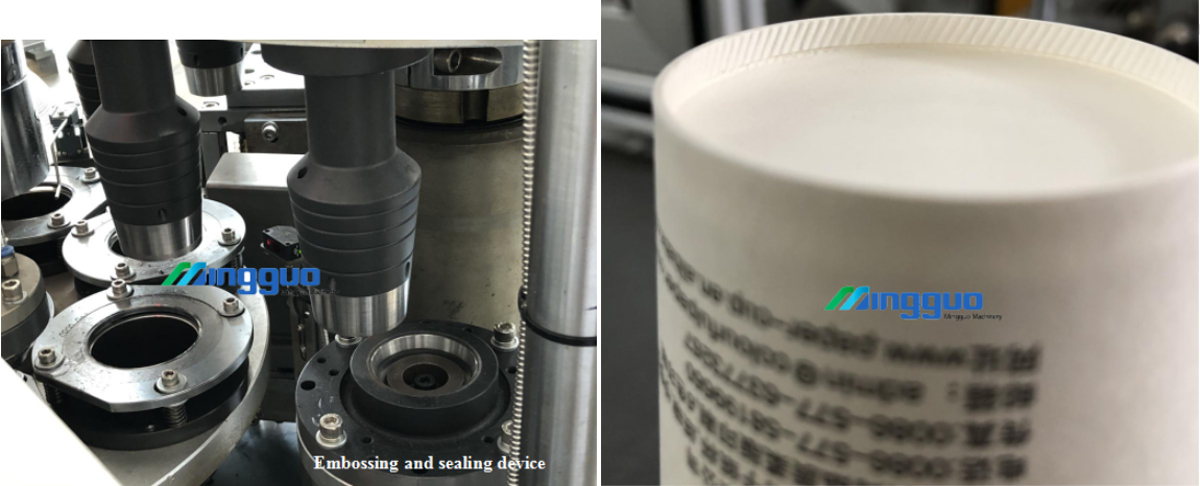
5. Piştî du caran germkirina çeka hewaya germ û pêş-pêçkirina hundurîn, binê kasa kaxezê dê ji hêla amûra emilandin û morkirinê ve bi tevahî baş were mor kirin.Dûv re qedehên kaxezê yên ku li jêrê baş hatine çêkirin dê werin veguheztin tabloya Duyemîn da ku qulika jorîn ava bikin.
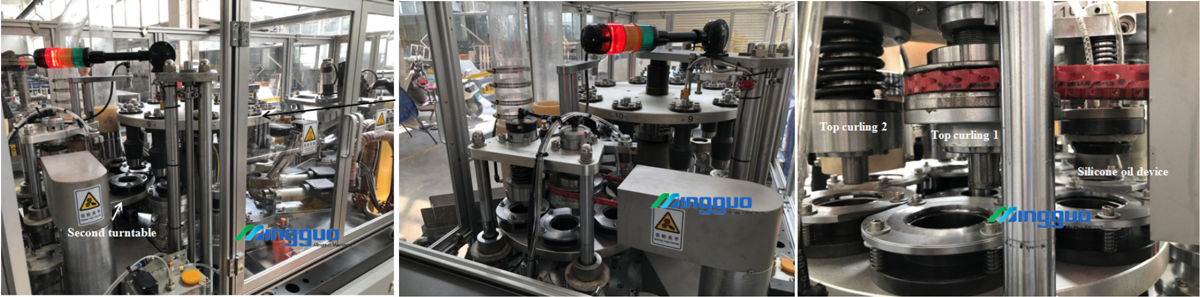
6. Berî çîçeka jorîn, serê kasa dê ji hêla rûnê silîkonê ya pola xwarinê ve were şil kirin da ku zexta jorîn a kulmê baş were dabeş kirin da ku ji teqînê dûr nekeve, ku dê asta estetîka kasa kaxezê baştir bike.
7. Piştî şilbûna rûn, serê kasa du caran tê kelandin.Li beramberî yek çîçekê, du caran çîçek li ser makîneya leza bilind maqûltir e, ku çîçeka kasê tevlihevtir û xweştir dike.
Ji bo vê gavê, kûpek tête kirin.Dê qedeh bi boriya akrilîkê ber bi maseya berhevkirinê ve werin avêtin.Her mîqdara stak dê were jimartin.
Taybetmendiyên makîneyê
1. Lez: 120-150kup/min
2.Ev makînek mekanîzmaya kameraya îndekskirina navberê ya celebek vekirî qebûl dike.
3. Veguheztina gear û strukturên eksê vertîkal beşdarî dabeşkirina maqûl a pêkhateyên cihêreng ên fonksiyonel dibin.
4. Tevahiya makîneyê pergala lubrîkasyona spreya otomatîkî bikar tîne, cilê perçeyên makîneyê kêm dike, makîneyê piştgirî dike ku demek dirêj bê navber bixebite.
5. Nêzîkî 13 senzorên li ser 1 makîneyê ji bo şopandina tevahiya pêvajoya çêkirina kasa
6. Laşê kasa kaxezê û beşa binê kasa ku ji hêla germkerê Swîsreyî (Marka Leister) ve hatî girêdan, îstiqrara adhesionê misoger dike
7. Du caran çîçek, yekem yek zivirî ye, ya duyemîn stereotipên germkirinê ye, ku hêza damezrandina kasa kaxezê, bedewiya devê kasê û aramiya mezinahiya kasa kaxezê çêtir dike.
8. Kontrola PLC û dîmendera desta di çêkirina kasa de tê bikar anîn, çavê fotoelektrîkî di tevahiya pêvajoya kontrolkirina têkçûnê de tête pejirandin.
9. Xwarina kaxezê ya motora servo aramiya amûrê çêtir dike, leza domdar bi dest dixe, rawestana xeletiya otomatîkî bicîh tîne û bi giranî lêçûna kedê kêm dike
Efficiency Production
1. Hilberîna hilberandinê heya 60,000 kasa her veguheztinê (8 demjimêr)
2. Ji sedî derbasbûnê di bin hilberîna normal de ji% 99 bilindtir e
3. Yek operator dikare di heman demê de çend makîneyan bigire
Kategoriyên hilberan


- Tel: +86 15858839222
- Riya Zheng Song #529, Bajarê Wanquan, Bajarê Pingyang, Wenzhou, parêzgeha Zhejiang, Chinaîn
- zoe@feidamachine.cn



